






qual è il costo reale dello stampaggio a iniezione: Una guida completa
Lo stampaggio a iniezione offre una gamma di costi di produzione da $1 a $5 per unità a volumi di produzione elevati (10000 pezzi per lotto), mentre i costi iniziali dello stampo vanno da $2.000 a $20.000. La tecnica di produzione consente di ottenere sia un'elevata qualità che un'economica capacità di produzione di massa.
Calcolatore dei costi di stampaggio a iniezione
Stima dei costi di attrezzaggio degli stampi e del prezzo unitario per i pezzi stampati a iniezione in plastica ABS, PC, PP, Nylon e POM.
CALCOLATORE DEI COSTI DI STAMPAGGIO A INIEZIONE
Stima dell'attrezzaggio dello stampo + prezzo unitario - L'offerta finale richiede la revisione del DFM
Componenti chiave dei costi:
- Secondo le ricerche, la progettazione degli stampi e le spese di creazione rappresentano tra le 60 e le 70% delle spese di avviamento. La nuova tecnologia della nostra azienda migliora la produzione degli stampi, riducendo le spese di capitale iniziale di 15%.
- I costi unitari variano di 30-40% in base alla selezione dei materiali secondo i dati di selezione dei materiali e di verifica dei costi. Il nostro sistema di dati aggiornati ottimizza il consumo di materiali, che porta a una riduzione minima dei rifiuti di 12%.
- I nostri studi di analisi dei volumi di produzione dimostrano che la produzione di quantità maggiori di prodotti porta a costi unitari inferiori. La produzione di oltre 100.000 unità consente di ridurre i costi a meno di $1 per pezzo per alcuni articoli.
Tabella di confronto dei costi:
| Metodo di produzione | Costo iniziale | Costo unitario (100k+) | Qualità | Velocità |
|---|---|---|---|---|
| Stampaggio a iniezione | $3k-20k | $0.5-5 | Alto | Veloce |
| Stampa 3D | $0,8k-5k | $5-20 | Medio | Lento |
| Lavorazione CNC | $1k-10k | $10-50 | Alto | Medio |
Il mercato mostra che le spese per lo stampaggio a iniezione si sono ridotte di 15% negli ultimi cinque anni grazie ai miglioramenti tecnologici e ai sistemi automatizzati. Secondo l'analisi degli esperti, l'efficienza ottimale dei costi di produzione si ottiene eseguendo la produzione almeno 10.000 volte.
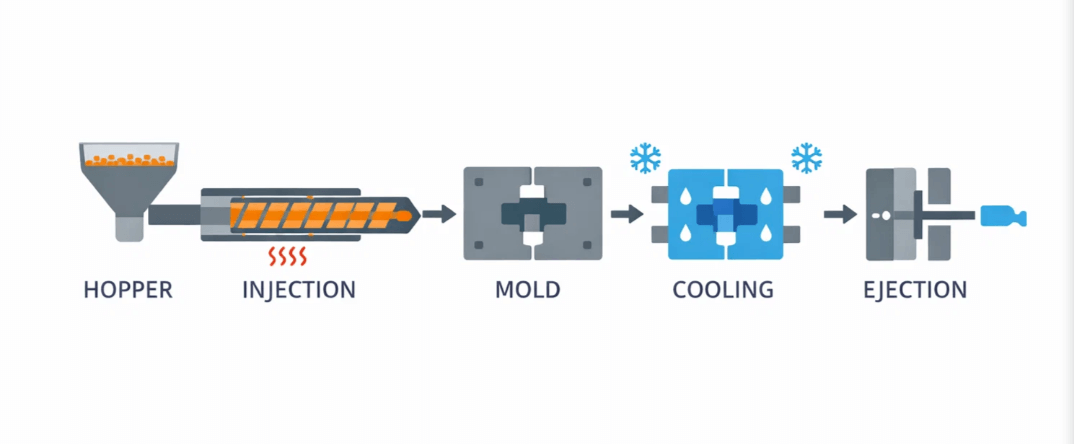
Lo stampaggio a iniezione è un metodo di produzione molto utile per realizzare pezzi. Funziona iniettando materiale fuso in uno stampo. Il materiale fuso può essere metallo, vetro, gomma o, più comunemente, plastica.
Il funzionamento prevede che il materiale giusto venga fuso in un cilindro riscaldato. Poi viene iniettato ad alta pressione nella cavità dello stampo, che viene raffreddata. Il materiale prende la forma della cavità quando si indurisce, mentre le materozze e le porte vengono rimosse dal pezzo.
Lo stampaggio a iniezione è uno dei metodi più diffusi per produrre parti in plastica, perché è veloce, efficiente e molto versatile. I pezzi stampati a iniezione possono avere dimensioni e complessità molto diverse e vengono utilizzati in moltissimi settori, da quello medico a quello automobilistico.
Indice dei contenuti
storia dello stampaggio a iniezione
Lo stampaggio a iniezione è un ottimo processo di produzione per la realizzazione di pezzi mediante l'iniezione di materiale fuso in uno stampo. È stato inventato nel 1872 da un ingegnere tedesco di nome Arthur Eichengrün. Eichengrün era un ingegnere tedesco che stava studiando un modo per produrre parti metalliche utilizzando calore e pressione. Ha scoperto che era possibile iniettare il materiale fuso in uno stampo e che questo si sarebbe raffreddato e indurito rapidamente. Lo stampaggio a iniezione viene utilizzato per realizzare ogni tipo di prodotto, dai gadget medici ai giocattoli.
pulsante
L'invenzione di Eichengrün ha cambiato il settore manifatturiero, poiché ha permesso la produzione di massa di pezzi dalle forme complesse. Lo stampaggio a iniezione si diffuse rapidamente in numerosi settori, tra cui quello automobilistico.
Molte persone che acquistare stampi ad iniezione dalla Cina solo di preoccuparsi risparmio di denaro. Ma questo non è l'atteggiamento giusto, perché si vuole uno stampo che funzioni bene e sia affidabile, invece di essere solo economico.
costo dello stampo in plastica
La dimensione del piano influisce sulle dimensioni della piastra, sui tempi di lavorazione, sullo standard della base dello stampo e spesso sul tonnellaggio richiesto dalla macchina a iniezione.
La profondità modifica la lunghezza del nucleo, la disposizione del raffreddamento, la stabilità dell'espulsione e il rischio di deviazione e deformazione.
I sottosquadri in genere aggiungono guide/sollevatori, incastri di precisione, acciaio extra e tempi di assemblaggio più lunghi, il che spesso rappresenta un fattore di costo importante.
Un maggior numero di cavità aumenta i requisiti di lavorazione, bilanciamento e controllo qualità, ma riduce il costo per pezzo a volume.
La scelta dell'acciaio influisce su costi, lucidabilità, resistenza alla corrosione e cicli di vita.
I canali caldi aumentano il costo dello stampo ma riducono gli scarti e migliorano la stabilità del processo per molti pezzi.
Le superfici cosmetiche e lucide richiedono tempi di lucidatura più lunghi, una manipolazione più stretta e un controllo più rigoroso dei segni degli utensili.
- Scelta dell'acciaio per la base dello stampo + anima/cavità
- Complessità degli scivoli/ascensori (sottosquadri)
- Scelta del sistema di irrigazione (freddo o caldo)
- Livello di superficie (standard / cosmetico / lucido)
- Effetto di scalatura a più cavità
Selezionate gli input per generare un intervallo stimato e una breve spiegazione qui.
Lo stampaggio a iniezione è uno dei metodi utilizzati per produrre parti in plastica su scala. La sua capacità di fornire componenti coerenti e di alta qualità ad alta velocità lo rende ideale per la produzione di massa. Tuttavia, lo stampaggio a iniezione non è privo di costi. I prezzi degli stampi e dei pezzi sono influenzati da diversi fattori, tra cui la scelta della resina, le dimensioni del pezzo, la complessità del progetto e il volume di produzione.
Quando questi fattori vengono valutati con attenzione, l'approvvigionamento di utensili per lo stampaggio a iniezione dalla Cina può essere una strategia economicamente vantaggiosa, a condizione che le considerazioni chiave vengano affrontate fin dalle prime fasi del progetto.
ripartizione dei costi dello stampo
| Articolo | Percentuale | |
| 1 | Materiale in acciaio | 20-35% |
| 2 | Lavorazione (CNC, incisione) | 25-40% |
| 3 | Assemblaggio (lavoro al banco) | 15-20% |
| 4 | Design dello stampo | 5-10% |
| 5 | Imposte, profitto | 20-30% |
Per determinare Quanto costa uno stampo per plastica e lo stampaggio a iniezione?, vengono presi in considerazione alcuni fattori:
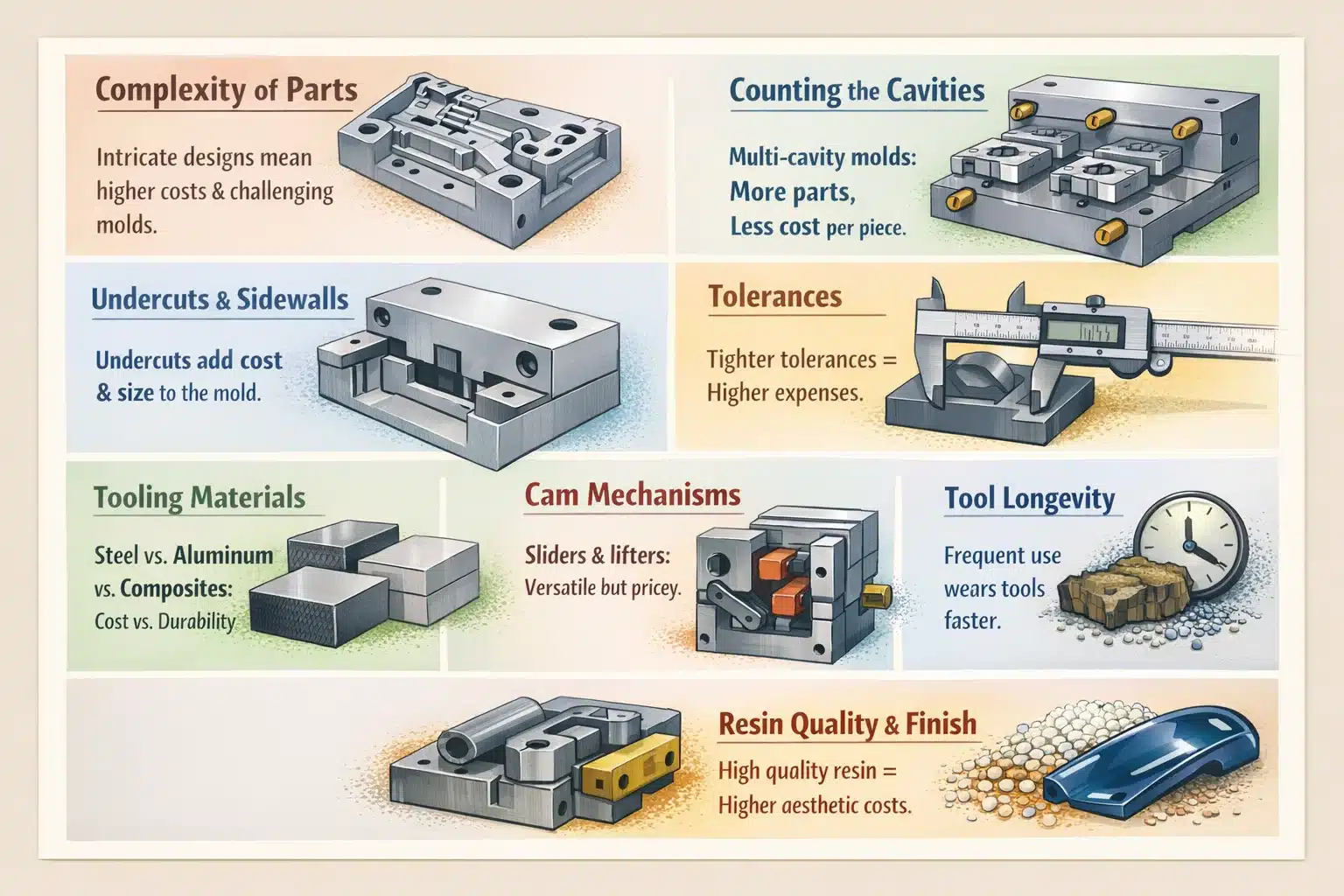
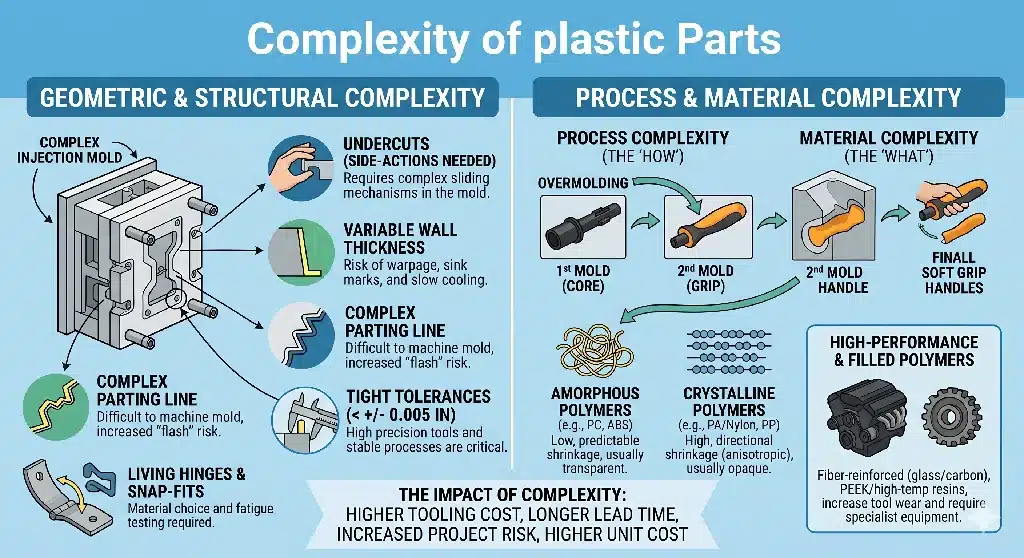
Complessità delle parti:
Quando la geometria dei pezzi diventa più complessa, le difficoltà di costruzione degli stampi aumentano di conseguenza. Dettagli fini, pareti sottili e caratteristiche complesse rendono più difficile garantire un flusso di plastica adeguato e una qualità costante dei pezzi.
Anche un solo sottosquadro laterale può aumentare significativamente il costo degli utensili. L'aggiunta di cursori o sollevatori aggiunge in genere 500 USD o più, ma aumentano anche le dimensioni dello stampo e spesso richiedono un ulteriore trattamento termico.
Contare le carie:
Gli stampi a più cavità possono ridurre significativamente il costo per pezzo producendo più pezzi in un unico ciclo di stampaggio. A seconda delle dimensioni del pezzo e dei requisiti di volume, un singolo stampo può contenere due, quattro o anche più cavità.
Sebbene gli stampi a più cavità costino di più all'inizio, spesso si traducono in un costo inferiore per pezzo per la produzione di volumi medio-alti.
Restringere le tolleranze:
Le tolleranze strette aumentano direttamente il costo degli utensili. Il raggiungimento di tolleranze ristrette richiede una lavorazione di maggiore precisione, un acciaio migliore, una maggiore lucidatura e un controllo di processo più rigoroso.
Un approccio pratico consiste nell'applicare tolleranze strette solo nei casi in cui sono richieste funzioni, consentendo invece tolleranze meno rigide altrove per controllare i costi degli utensili.
Scelta dei materiali per gli utensili:
- Stampi in acciaio (P20, 718, H13, S136) offrono una lunga durata e stabilità dimensionale, ma hanno un costo più elevato.
- Stampi in alluminio sono meno costosi e offrono un'eccellente conduttività termica, ma si usurano più rapidamente.
- Materiali compositi (fibra di carbonio, fibra di vetro) offrono una durata moderata a un costo inferiore, ma sono generalmente inadatti alla produzione di grandi volumi.
La scelta del materiale deve essere in linea con il volume di produzione previsto e con i requisiti di prestazione del pezzo.
Svelare i meccanismi delle camme:
Meccanismi a camme come slitte, sollevatori e sistemi di svitamento consentono geometrie complesse, ma aggiungono costi e rischi. Questi componenti aumentano i tempi di lavorazione, la manodopera di assemblaggio e i requisiti di manutenzione a lungo termine.
Longevità dell'utensile:
La durata dell'utensile dipende da:
- Tipo di resina (riempita o non riempita)
- Volume di produzione
- Condizioni operative
- Pratiche di manutenzione
Uno stampo più costoso utilizzato per la produzione di alti volumi spesso fornisce costo inferiore per pezzo nel corso della sua vita rispetto a uno stampo più economico con una durata limitata.
Qualità della resina ed estetica:
Le resine di grado superiore e le finiture superficiali cosmetiche richiedono:
- Migliore qualità dell'acciaio
- Livelli di lucidatura più elevati
- Controllo di processo più rigoroso
Tipo di utensile e costo del pezzo
Mentre stampi a canale caldo sono più costosi degli stampi tradizionali a due piastre, ma eliminano gli scarti di colata e riducono i costi di manodopera. In caso di volumi elevati, ciò si traduce spesso in costo inferiore per pezzo, nonostante il maggiore investimento iniziale in utensili.
Perché gli utensili non dovrebbero essere acquistati solo in base al prezzo
I team di acquisto non devono decidere autonomamente le specifiche degli stampi. Le decisioni relative agli stampi richiedono il contributo di:
- Progettisti di stampi
- Ingegneri di produzione
- Team di produzione e qualità
L'obiettivo non è lo stampo più economico, ma il stampo a basso costo che produce in modo affidabile pezzi conformi alle specifiche.
Informazioni necessarie per un preventivo accurato sugli utensili
Per ottenere un preventivo affidabile per gli utensili, gli acquirenti devono fornire:
- Disegni 2D e file CAD 3D
- Specifiche del materiale (resina)
- Tolleranze richieste
- Requisiti di finitura superficiale
- Volume annuo e di vita previsto
- Tipo di stampo (a due piastre, a tre piastre, a canale caldo, ecc.)
- Meccanismi speciali (slitte, sollevatori, svitamenti)
- Dimensioni del pezzo e area di proiezione
- Parte campione (se disponibile)
Considerazioni sulla progettazione e sulla produzione degli stampi
I costruttori di stampi devono definire:
- Numero di cavità
- Layout di raffreddamento e posizionamento delle linee
- Sistema di espulsione
- Progettazione di porte e guide di scorrimento
- Base dello stampo e componenti standard
Ogni fase di produzione deve essere temporizzata e valutata, compresi i costi:
- Lavorazione CNC
- EDM
- Trattamento termico
- Lucidatura e testurizzazione
- Montaggio e collaudo
Tempistica tipica per la lavorazione degli utensili
Uno stampo a iniezione standard richiede in genere 4-10 settimane dalla progettazione al campionamento T1, a seconda della complessità.
L'utilizzo di un fornitore che offra sia l'attrezzaggio che lo stampaggio a iniezione consente di evitare ritardi e costi di spedizione aggiuntivi.
Raccomandazioni finali
- Coinvolgere i costruttori di stampi fin dalle prime fasi dello sviluppo del prodotto
- Coinvolgere l'ingegneria, gli acquisti e la direzione nelle decisioni sui costi.
- Ottenere preventivi dettagliati e dettagliati per gli utensili
- Focus su costo totale di proprietà, non solo il prezzo iniziale dello stampo
Con una pianificazione adeguata, l'investimento iniziale in utensili più elevato spesso porta a costi inferiori per pezzo e migliore redditività a lungo termine.
costo dello stampaggio a iniezione
Il costo dello stampaggio a iniezione dipende da una serie di fattori, tra cui le dimensioni e la complessità del pezzo, il tipo di plastica utilizzata e la quantità prodotta. In generale, la produzione di piccole quantità è più costosa di quella di grandi quantità.
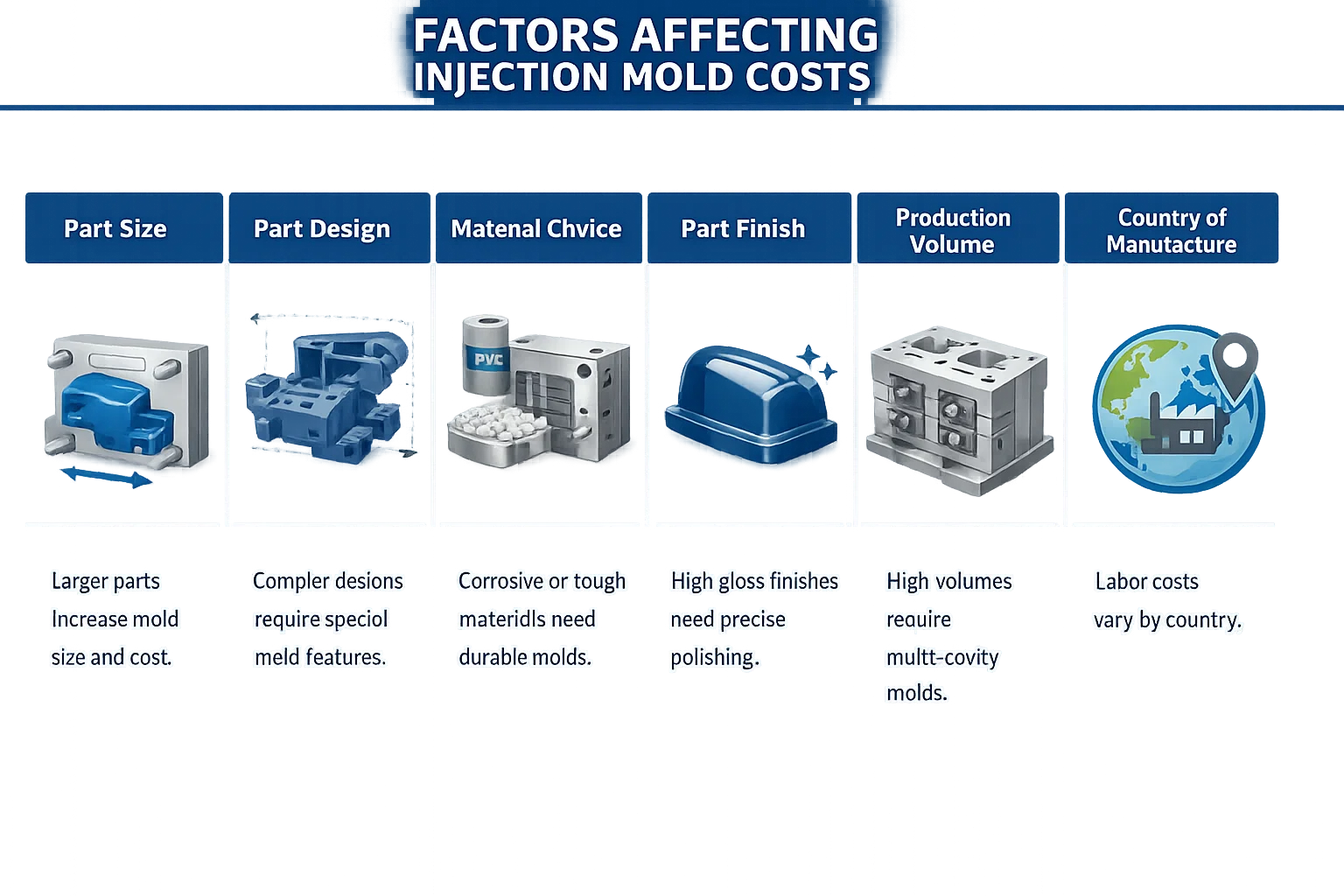
Perché sono importanti per il costo dello stampaggio a iniezione
- Dimensioni del pezzo. Pezzi più grandi significano uno stampo più grande, il che significa che l'acciaio più grande aumenterà il costo dell'acciaio per lo stampo a iniezione.
- Design della parte. Più un pezzo è complesso, più lo stampo deve essere dettagliato. Alcuni pezzi complicati richiedono l'aggiunta di caratteristiche speciali, come sollevatori o cursori. Per questo motivo, è opportuno ascoltare i consigli del costruttore dello stampo e verificare se è possibile modificare il progetto del pezzo per risparmiare sui costi dello stampo a iniezione.
- Materiali: A seconda del materiale scelto per il pezzo, lo stampo a iniezione dovrà essere realizzato in un materiale particolare. Ad esempio, se si utilizza una plastica corrosiva come il PVC, lo stampo dovrà essere in acciaio inox per evitare danni e, in ultima analisi, un aumento del prezzo.
- Requisiti di finitura dei pezzi. Se i pezzi hanno requisiti di elevata lucentezza superficiale, è necessario un acciaio più costoso e una lucidatura tecnica precisa, con un conseguente aumento del prezzo.
- Volume di produzione. Gli stampi per volumi più elevati necessitano di un maggior numero di cavità e quindi lo stampo sarà più grande. Inoltre, per durare più a lungo, richiedono una qualità di acciaio più elevata, il che influisce sul costo dello stampo. costo dello stampo a iniezione.
- Paese di produzione- I diversi Paesi hanno tariffe salariali diverse. Se lo stampo viene prodotto in un paese in cui il costo della manodopera è basso, si risparmia naturalmente. In Cina, il costo medio di uno stampo a iniezione è di circa 40% in meno rispetto ai paesi occidentali.
suggerimenti per ridurre i costi dello stampaggio a iniezione
Metodi pratici per ridurre i costi dello stampaggio a iniezione
Di seguito sono riportate alcune strategie comprovate che consentono di mantenere i costi dello stampaggio a iniezione il più bassi possibile senza compromettere la qualità o le prestazioni.
Considerare l'uso di utensili morbidi, ove opportuno
Gli utensili morbidi sono un'alternativa economica ai tradizionali utensili duri in acciaio o alluminio. In genere utilizza materiali come il poliuretano o altri composti flessibili, meno costosi e più veloci da produrre.
Questo approccio è particolarmente adatto per la produzione di bassi volumi, la prototipazione e lo sviluppo di prodotti in fase iniziale. Il soft tooling offre anche una maggiore flessibilità di progettazione e tempi di consegna significativamente più brevi, rendendolo un'opzione interessante per le aziende con un'esperienza limitata nello stampaggio a iniezione o con requisiti di progettazione in evoluzione.
Selezionare le resine plastiche in modo strategico
La selezione dei materiali svolge un ruolo fondamentale nel controllo dei costi dello stampaggio a iniezione. Le diverse resine sono progettate per volumi di produzione e requisiti prestazionali differenti e la scelta di quella giusta può ridurre significativamente le spese.
I risparmi sui costi possono essere ottenuti anche grazie a:
- Utilizzo di resine che richiedono meno energia durante la fusione e il raffreddamento
- Incorporazione di plastica riciclata, ove possibile.
- Selezione di materiali compatibili con utensili più semplici e tempi di ciclo più rapidi
Ad esempio, la sostituzione delle parti in PVC rigido a parete spessa con materiali come l'ABS o il polipropilene (PP) può ridurre il consumo energetico grazie alle pareti più sottili e al comportamento termico più efficiente.
Semplificare la progettazione di parti e stampi
Nelle prime fasi di progettazione non sono sempre necessari disegni CAD molto dettagliati. Spesso è sufficiente uno schizzo di base con descrizioni chiare e una stampa del pezzo, riducendo i tempi di progettazione e i costi legati al CAD.
La complessità della progettazione ha un impatto diretto sui costi di produzione. I pezzi con geometrie complesse richiedono utensili più sofisticati, tempi di produzione più lunghi e un maggiore utilizzo di materiali. Allo stesso modo, uno spessore eccessivo delle pareti aumenta il consumo di materiale e il tempo di ciclo, facendo lievitare i costi.
Mantenere progetti semplici e funzionali è uno dei modi più efficaci per ridurre le spese per gli utensili e per i singoli pezzi.
Progettazione di stampi efficienti, durevoli e a più cavità
Gli stampi a iniezione si usurano naturalmente con il tempo, soprattutto se sottoposti a pressioni e temperature elevate. Progettare gli stampi in modo che durino nel tempo può ridurre significativamente i costi a lungo termine. Questo include:
- Selezione di materiali con un'adeguata resistenza all'usura (ad esempio, alluminio per volumi inferiori, acciaio per volumi elevati).
- Utilizzo di leghe avanzate come il titanio o il nichel per i componenti sottoposti ad alte sollecitazioni.
- Evitare l'inutile complessità dello stampo
Se sono necessari più pezzi identici, uno stampo a più cavità può migliorare notevolmente la produttività e ridurre il costo unitario rispetto agli stampi a cavità singola.
Riduzione del tempo di ciclo
Il tempo di ciclo comprende tutte le fasi necessarie per produrre un pezzo:
- Alimentazione del materiale
- Fusione e iniezione
- Raffreddamento e solidificazione
- Apertura dello stampo ed espulsione dei pezzi
Tempi di ciclo più brevi consentono di produrre più pezzi in meno tempo, riducendo i costi unitari. L'ottimizzazione del raffreddamento, dello spessore delle pareti e della progettazione dello stampo può migliorare notevolmente l'efficienza del ciclo.
Automatizzare le operazioni ripetitive
L'automazione riduce i costi di manodopera, aumenta la coerenza e minimizza i tempi di inattività tra un ciclo e l'altro. I sistemi automatizzati possono anche abbreviare i tempi di ciclo e ridurre gli infortuni sul lavoro causati da attività ripetitive.
Sebbene l'automazione richieda un investimento iniziale, spesso offre forti risparmi sui costi a lungo termine e una maggiore affidabilità della produzione.
Riutilizzare parti o modelli esistenti
Le materie plastiche sono intrinsecamente adatte alla riproduzione. L'utilizzo di parti esistenti, prototipi o modelli collaudati come riferimento può abbreviare notevolmente i tempi di sviluppo e ridurre i costi di progettazione.
Costruire modelli master a forma di uomo
Nella creazione di modelli master, i disegni a forma di uomo sono in genere più facili e veloci da duplicare. L'utilizzo di uno spessore minimo di metallo riduce ulteriormente i costi di materiale e di lavorazione.
Favorire le caratteristiche strutturali semplici
Massimizzare i run-out piatti ed evitare contorni non necessari semplifica l'attrezzaggio e migliora l'efficienza produttiva. Le geometrie semplici sono più facili da modellare, ispezionare e mantenere.
Scegliere con cura le strutture di supporto
Ogni materiale della struttura di supporto presenta dei compromessi:
- Legno: Leggero e poco costoso, ma dimensionalmente instabile
- Ghisa: Conveniente, ma richiede una lavorazione approfondita
- Alluminio: Costo del materiale più elevato, ma lavorazione più rapida
- Acciaio fuso: L'opzione più forte, ma più costosa e lunga.
La scelta della giusta struttura di supporto può avere un impatto significativo sul costo complessivo del progetto e sui tempi di realizzazione.
Utilizzare i riempitivi per ridurre i costi dei materiali
I riempitivi possono ridurre i costi dei materiali, migliorando al contempo la durezza e la rigidità quando non è richiesta un'elevata resistenza. I riempitivi più comuni sono l'argilla, il carbonato di calcio, il calcare e l'ossido di alluminio. Questi additivi sono particolarmente utili nei componenti in plastica di grandi dimensioni o durevoli.
Ridurre al minimo scarti e difetti
Gli scarti sono uno dei principali fattori di costo nello stampaggio a iniezione. Un controllo di qualità insufficiente porta a rilavorazioni, ritardi e spreco di materiali. L'implementazione di sistemi di ispezione efficaci, come l'ispezione laser o automatizzata, può identificare precocemente i difetti e ridurre significativamente i tassi di scarto.
Pensieri finali
Sebbene la collaborazione con un fornitore affidabile di stampaggio a iniezione sia essenziale, il controllo dei costi dipende in ultima analisi da decisioni di progettazione intelligenti, dalla selezione dei materiali, dall'efficienza degli utensili e dall'ottimizzazione dei processi. L'applicazione di queste strategie in modo olistico può migliorare sostanzialmente la redditività e l'efficienza produttiva a lungo termine.
