






qué es el moldeo por inyección de plásticos
El proceso de moldeo por inyección de plásticos implica el uso de moldes para crear piezas mediante la inyección de material. La industria de fabricación de plásticos utiliza este método para la creación de componentes porque ofrece resultados de precisión y alta eficiencia junto con la capacidad de crear formas intrincadas. Los fabricantes de los sectores de automoción, bienes de consumo y dispositivos médicos prefieren este método porque combina la rentabilidad con la escalabilidad.
¿Qué es el moldeo por inyección? Preguntas frecuentes
12 respuestas de expertos que abarcan los procesos, los materiales, los costes, el tiempo de ciclo, los defectos y el diseño
El moldeo por inyección es un proceso de fabricación que produce piezas de plástico inyectando termoplástico fundido en un molde de precisión de acero o aluminio a alta presión, normalmente entre 500-2000 bar. Una vez que el plástico se enfría y solidifica, normalmente en 15-60 segundos - el molde se abre y los pasadores eyectores empujan la pieza acabada hacia fuera.
Es el método de fabricación de plásticos más utilizado en todo el mundo, capaz de producir millones de piezas idénticas con tolerancias tan ajustadas como ±0,05 mm. Entre las industrias que dependen en gran medida del moldeo por inyección se encuentran la automoción, los dispositivos médicos, la electrónica de consumo, los envases y los artículos para el hogar.
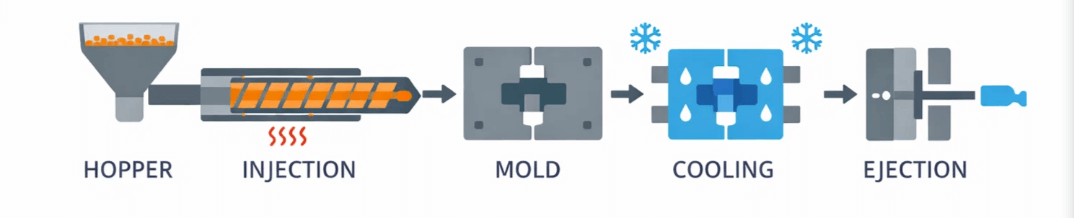
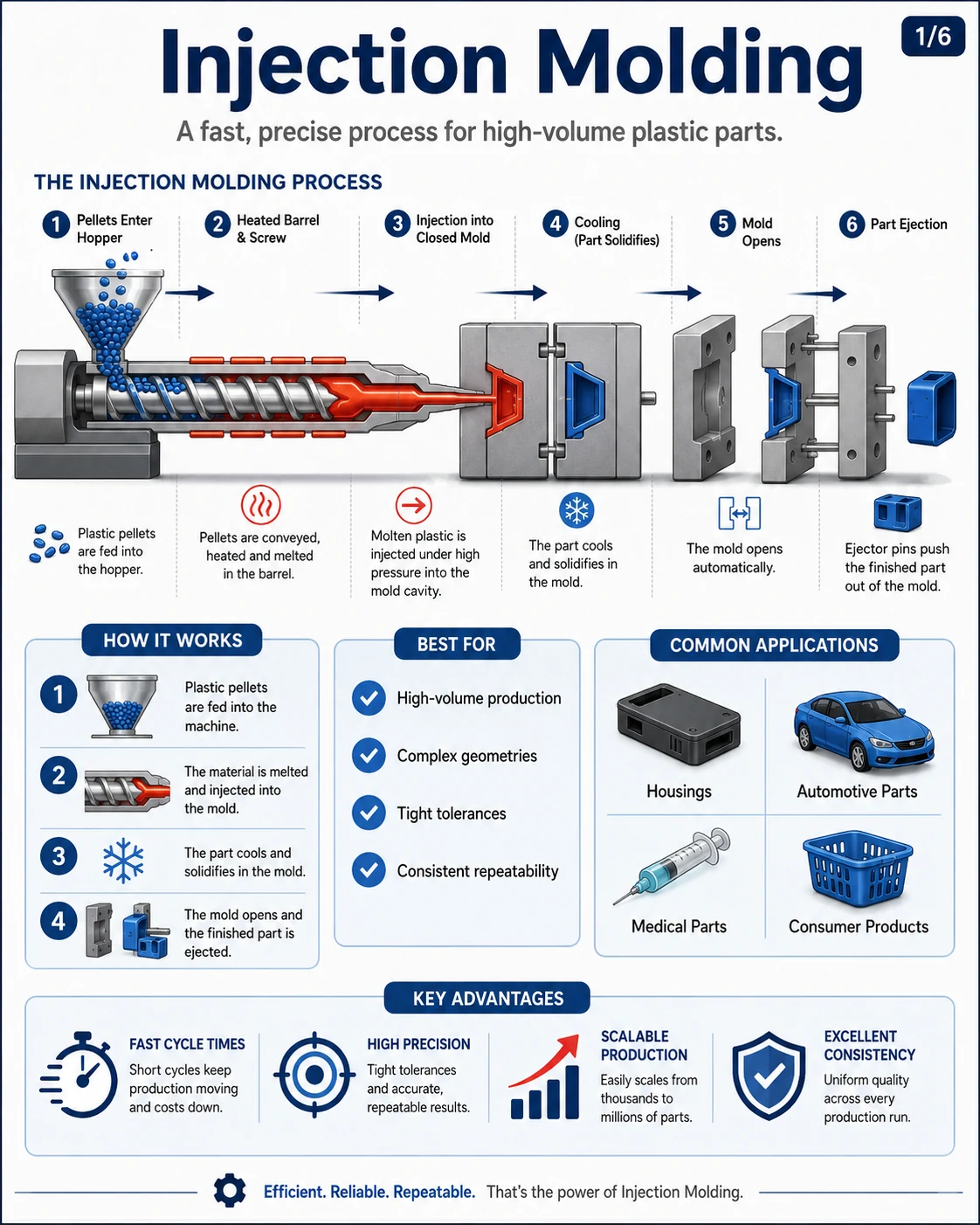
El proceso de moldeo por inyección consiste en seis fases ejecutado en un ciclo continuo:
1. Sujeción: Las dos mitades del molde se cierran y la unidad de cierre aplica un tonelaje (normalmente de 1,5 a 5 toneladas por pulgada cuadrada de superficie proyectada de la pieza) para mantenerlas selladas durante la inyección.
2. Inyección: Un husillo alternativo empuja el plástico fundido a la cavidad del molde a través de un sistema de canal y compuerta a presiones de 500-2000 bar.
3. Embalaje (sujeción): La presión adicional (40-80% de presión de inyección) compensa la contracción del material cuando la pieza empieza a enfriarse.
4. Refrigeración: El plástico se solidifica dentro del molde. Esta fase consume 50-70% del tiempo total del ciclo y depende del grosor de la pared y del material.
5. Molde abierto: La unidad de sujeción se retrae y separa las mitades del molde.
6. Expulsión: Los pasadores eyectores empujan la pieza acabada fuera de la cavidad, completando el ciclo.
La duración total del ciclo oscila entre De 10 a 120 segundos en función de la complejidad de la pieza, el grosor de la pared y el material.
El moldeo por inyección utiliza principalmente termoplásticos, que pueden fundirse y volver a solidificarse repetidamente. Los materiales más comunes y sus propiedades clave:
| Material | Temperatura de fusión | Propiedades clave |
|---|---|---|
| ABS | 220-260°C | Resistente a los golpes, buen acabado |
| Polipropileno (PP) | 200-280°C | Ligero, resistente a los productos químicos |
| Policarbonato (PC) | 280-320°C | Transparente, alta resistencia al impacto |
| Nylon (PA6/PA66) | 250-290°C | Gran solidez y resistencia al desgaste |
| POM (Acetal) | 190-210°C | Estabilidad dimensional, baja fricción |
| TPE / TPU | 180-230°C | Elastómeros flexibles y suaves al tacto |
La selección del material determina el espesor de pared necesario, los ángulos de desmoldeo, el margen de contracción (0,4%-2,5%) y el diseño de la refrigeración del molde.
El moldeo por inyección es ideal para piezas que cumplan estos criterios:
- Volumen de producción: Generalmente rentable por encima de 10.000 unidades por diseño
- Geometrías complejas: Recortes, roscas, encajes a presión y bisagras vivas en una sola toma
- Tolerancias estrechas: Hasta ±0,05 mm para componentes de precisión
- Grosor de la pared: Típicamente 1-4 mm, idealmente uniforme a 2-3 mm
- Acabado superficial uniforme: Desde el pulido de alto brillo hasta los acabados texturizados (SPI A-1 a D-3)
Las aplicaciones típicas incluyen revestimientos interiores de automóviles, jeringuillas médicas, carcasas electrónicas, tapones de botellas, engranajes y carcasas de productos de consumo.
Las principales ventajas del moldeo por inyección son
- Tiempos de ciclo rápidos: 15-30 segundos para piezas pequeñas, lo que permite fabricar millones de unidades al año por cavidad
- Alta repetibilidad: Menos de 0,1% de variación dimensional en millones de piezas
- Bajo desperdicio de material: Típicamente bajo 5%, con bebederos y patines reafilables
- Geometrías complejas: Múltiples características moldeadas en una sola toma, eliminando el montaje
- Bajo coste por pieza a escala: A menudo $0,01-$1,00 por pieza según el tamaño y el material
- Fácil de automatizar: Extracción robotizada de piezas e integración en líneas de montaje
A pesar de sus puntos fuertes, el moldeo por inyección tiene notables limitaciones:
- Alto coste del molde: El utillaje suele oscilar entre $3.000 para moldes sencillos de aluminio y $100.000+ para moldes de acero endurecido con múltiples cavidades.
- Largo plazo de entrega: El diseño y la fabricación de moldes suelen llevar 4-10 semanas
- Cambios de diseño costosos: Las modificaciones de moldes cuestan entre $500 y $10.000 en función de la complejidad
- No es económico para volúmenes bajos: Por debajo de ~1.000 piezas, la impresión 3D o el mecanizado CNC suelen ser más baratos
- Restricciones de diseño: Requiere ángulos de desmoldeo, grosor de pared uniforme y evitar rebajes en la medida de lo posible.
El moldeo por inyección es la mejor opción cuando su proyecto lo requiere:
- Volúmenes de producción medios y altos (normalmente más de 10.000 unidades)
- Tolerancias estrechas y repetibles en largas series de producción
- Piezas de plástico resistentes con buen acabado superficial e integridad estructural
- Escalabilidad a largo plazo - un molde puede producir millones de piezas en 5-10+ años
- Formas complejas que requerirían múltiples operaciones con otros métodos
Para prototipos o series inferiores a 1.000 piezas, considere la posibilidad de Impresión 3D o Mecanizado CNC en su lugar. Para piezas huecas muy grandes, moldeo rotacional o moldeo por soplado puede resultar más económico.
El coste del moldeo por inyección tiene dos componentes principales: coste de utillaje (una sola vez) y coste por pieza (recurrente).
Coste del utillaje de moldeo:
- Molde prototipo simple (aluminio, cavidad única): $1,000–$5,000
- Molde de producción estándar (acero P20, 1-2 cavidades): $5,000–$30,000
- Molde de gran volumen (acero endurecido H13, multicavidad): $30,000–$100,000+
- Molde complejo con canales calientes, correderas, elevadores: $50,000–$200,000+
Coste por pieza suele oscilar entre $0,01 a $5,00 y depende de:
- Coste del material (por ejemplo, PP ~$1,50/kg, PC ~$4,00/kg)
- Duración del ciclo (ciclo más largo = mayor coste)
- Peso de la pieza y tonelaje necesario de la máquina
- Mano de obra y gastos generales (China suele ser 30-50% más barata que EE.UU./UE)
El umbral de rentabilidad de la impresión 3D suele rondar 500-1.000 unidades; mecanizado CNC en torno a 100-500 unidades.
La duración total del ciclo de moldeo por inyección suele oscilar entre De 10 a 120 segundos, La mayoría de las piezas de consumo circulan en 15-45 segundos.
Desglose del tiempo de ciclo por fase:
| Fase | % de Ciclo | Duración típica |
|---|---|---|
| Cierre del molde | 3–5% | 0,5-2 segundos |
| Relleno de inyección | 5–15% | 1-5 segundos |
| Embalaje / conservación | 10–20% | 2-10 segundos |
| Refrigeración | 50–70% | 5-60 segundos |
| Abrir molde + expulsar | 5–10% | 1-5 segundos |
Fórmula del tiempo de enfriamiento: t ≈ s² ÷ (π² × α), donde s es el grosor máximo de la pared en mm y α es la difusividad térmica del polímero. Regla práctica: aproximadamente 2-3 segundos de enfriamiento por mm de espesor de pared para resinas semicristalinas. Debido a que el tiempo de enfriamiento se escala con el cuadrado del grosor de la pared, una pared de 4 mm tarda aproximadamente cuatro veces más en enfriarse que una de 2 mm.
El tiempo de ciclo puede reducirse utilizando canales de refrigeración conformados, insertos de cobre berilio, diseños de paredes más finas y un control optimizado de la temperatura del molde.
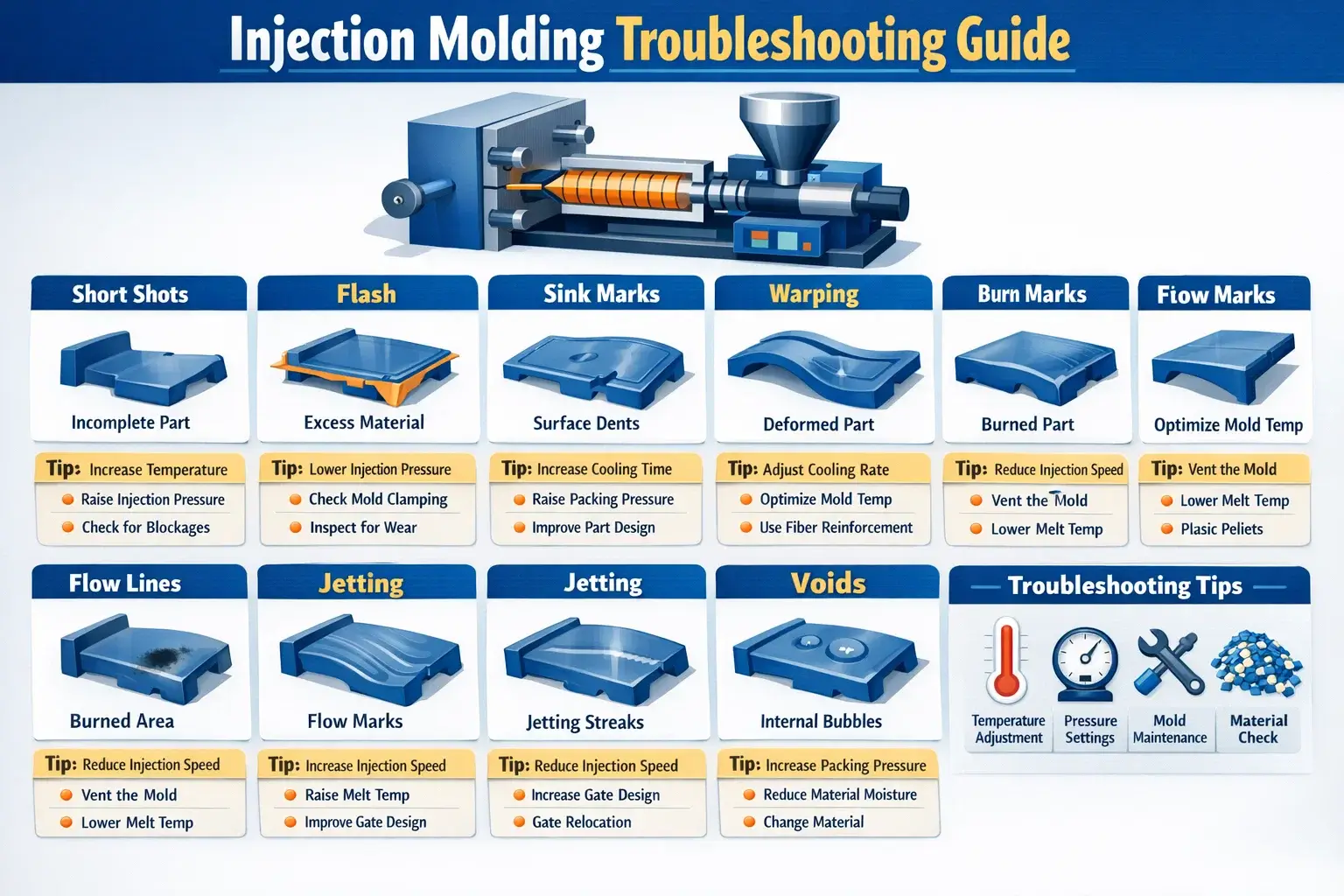
La mayoría de los defectos de moldeo por inyección se clasifican en tres categorías de gravedad con causas de origen identificables:
Defectos críticos:
- Tiros cortos (llenado incompleto) - causado por una presión de inyección insuficiente, baja temperatura de fusión o compuertas de tamaño insuficiente.
- Flash (exceso de material en la línea de separación) - causado por una fuerza de sujeción insuficiente o una presión de inyección excesiva.
- Marcas de quemaduras - el aire atrapado se comprime y se inflama (efecto diesel); solucionar con una mejor ventilación
Defectos importantes:
- Marcas de hundimiento (depresiones superficiales) - presión insuficiente de la empaquetadura sobre secciones gruesas como costillas o resaltes.
- Alabeo (distorsión de la pieza) - refrigeración no uniforme o flujo desequilibrado
- Líneas de soldadura/tejido - Uniones débiles donde se juntan dos frentes de fusión; se soluciona aumentando la temperatura de fusión o reubicando las compuertas.
Defectos menores:
- Chorro - Superficie en forma de serpiente debido a que la masa fundida atraviesa la compuerta demasiado rápido.
- Vetas plateadas (splay) - de la humedad en el material; arreglar con un secado adecuado
- Marcas de flujo - Líneas onduladas por vacilación de la fusión; solucionar con mayor velocidad de inyección o temperatura del molde.
La mayoría de los defectos se solucionan mediante el moldeo científico: disociando las fases de llenado, envasado y retención, y optimizando cada una de ellas de forma independiente mediante un diseño de experimentos (DOE).
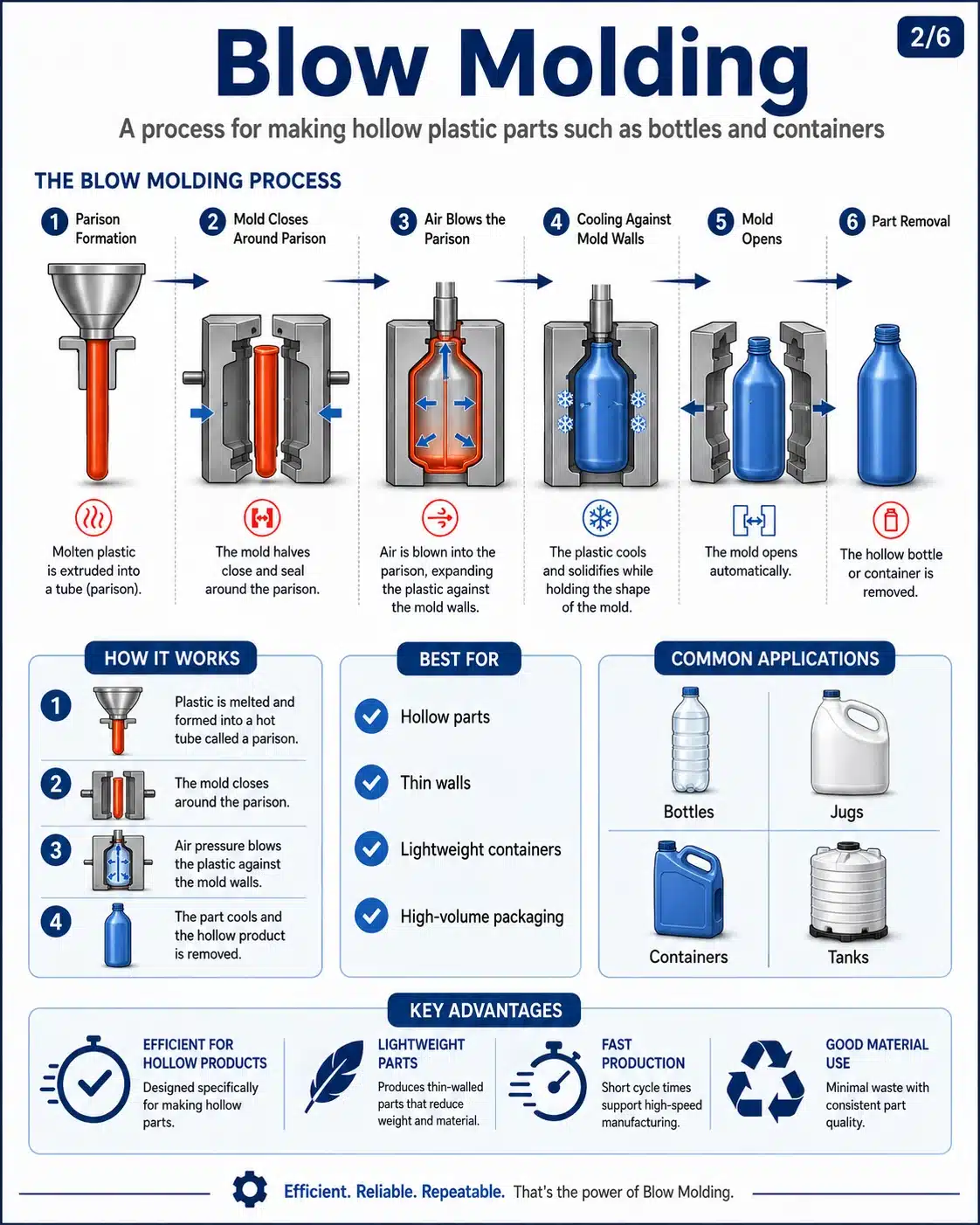
Ambos procesos utilizan plástico fundido y moldes, pero crean tipos de piezas fundamentalmente diferentes:
| Característica | Moldeo por inyección | Moldeo por soplado |
|---|---|---|
| Tipo de pieza | Piezas sólidas | Piezas huecas |
| Cómo funciona | Plástico fundido inyectado en un molde cerrado | Plástico calentado inflado con aire dentro del molde |
| Grosor de la pared | 1-4 mm, uniforme | Paredes finas y variables |
| Lo mejor para | Engranajes, carcasas, soportes, conectores | Botellas, contenedores, depósitos, tanques de combustible |
| Coste de las herramientas | Superior ($5K-$100K+) | Inferior ($3K-$50K) |
| Duración del ciclo | 10-120 segundos | 10-30 segundos |
| Tolerancia | ±0,05 mm | ±0,5 mm |
Regla de oro: Si su pieza es hueca y puede verterse líquido en ella (botella, bidón, depósito de combustible), utilice el moldeo por soplado. Si la pieza es sólida o tiene características funcionales como nervaduras, resaltes o ajustes a presión, utilice el moldeo por inyección.
El espesor de pared ideal para las piezas moldeadas por inyección es de 2-3 mm, con una regla estricta de uniformidad en toda la pieza. El rango aceptable es 1 mm mínimo a 4 mm máximo.
Espesor de pared recomendado por material:
| Material | Gama recomendada |
|---|---|
| ABS | 1,2-3,5 mm |
| Polipropileno (PP) | 0,8-3,8 mm |
| Policarbonato (PC) | 1,0-3,8 mm |
| Nylon (PA) | 0,8-3,0 mm |
| POM (Acetal) | 0,8-3,0 mm |
Reglas críticas de diseño:
- Uniformidad: La variación del grosor de la pared debe ser inferior a 25% para evitar alabeos y marcas de hundimiento.
- Grosor de las costillas: 50-60% de la pared a la que se conecta
- Altura de las costillas: Máximo 3× el grosor de la pared
- Transiciones: Utilice reducciones graduales, nunca cambios bruscos de grosor.
- Radio de la esquina interior: 0,5-0,75× el grosor de la pared para reducir la concentración de tensiones
Las paredes más gruesas aumentan exponencialmente el tiempo de ciclo (el tiempo de enfriamiento aumenta con el cuadrado del grosor de la pared), por lo que siempre se prefieren paredes uniformes más finas cuando la resistencia lo permite.
El proceso de moldeo por inyección
Referencia visual interactiva que cubre cada fase, componente de la máquina, parámetro, defecto y material.
| Parámetro | Alcance típico | Efecto |
|---|---|---|
| Zona de barriles 1 (alimentación) | 160 - 220 C | Una temperatura más baja evita la formación de puentes en la garganta de alimentación |
| Zona del barril 2 (compresión) | 200 - 260 C | Fusión progresiva de los gránulos |
| Barril zona 3 (medición) | 220 - 300 C | Temperatura de fusión homogénea |
| Boquilla | 210 - 300 C | Previene babosas frías, babas |
| Moho (refrigerante) | 20 - 120 C | Controla la velocidad de enfriamiento, la cristalinidad y el acabado superficial |
| Corredor caliente | Zona de boquillas coincidentes | Mantiene fundido el sistema de canalización, elimina los residuos de canalización fría |
| Parámetro | Alcance típico | Efecto |
|---|---|---|
| Presión de inyección | 500 - 2000 bar | Rellena la cavidad; más alto para paredes finas |
| Presión de envasado/retención | 40 - 80% de inyección | Compensa la contracción durante el enfriamiento |
| Contrapresión | 3 - 15 bar | Mejora la homogeneidad de la masa fundida durante la recuperación del tornillo |
| Fuerza de sujeción | 1,5 - 5 t/pulg2 superficie proyectada | Previene la apertura del molde / flash |
| Presión de la cavidad | 300 - 800 bar | Medido mediante sensor; indica la calidad del llenado |
| Parámetro | Alcance típico | Efecto |
|---|---|---|
| Velocidad de inyección | 20 - 150 mm/s | Más rápido = mejor llenado para paredes finas; demasiado rápido = chorreado |
| Tornillo RPM | 50 - 200 RPM | Controla la velocidad de plastificación y la calidad de la masa fundida |
| Tiempo de enfriamiento | 5 - 60 segundos | Mayor parte del ciclo; depende del grosor de la pared |
| Duración del ciclo | 10 - 120 segundos | Total: pinzar + inyectar + envasar + enfriar + abrir + expulsar |
| Velocidad de apertura/cierre del molde | Variable (rápido/lento) | Rápido en el centro, lento al principio/final para protección |
| Parámetro | Descripción | Por qué es importante |
|---|---|---|
| Tamaño del disparo | Volumen de fusión por ciclo | Debe rellenar cavidad + corredor + cojín |
| Cojín | 2 - 6 mm de fusión por delante del tornillo | Garantiza la transmisión de la presión de la empaquetadura |
| Punto de conmutación V/P | Posición o presión en la transición | Controla el paso de la fase de velocidad a la de presión |
| Descompresión de tornillos | 1 - 5 mm de retroceso tras la recuperación | Evita las babas de la boquilla |
| Carrera del eyector | Parte dependiente | Debe retirar la pieza del núcleo sin dañarla |
- Secar los materiales higroscópicos (nailon, PC, PET) antes de procesarlos
- Utilizar el moldeo científico: desacoplar las fases de llenado, envasado y retención
- Realización de estudios de equilibrio de cavidades en moldes multicavidades
- Controlar la consistencia del cojín tiro a tiro
- Documentar una ventana de proceso con DOE
- Utilice sensores de presión de cavidad para obtener información sobre la calidad
- Purgue a fondo cuando cambie de material o de color
- Mantener una temperatura constante del molde con TCU
- Control de calidad basado únicamente en la presión hidráulica de la máquina
- Saltar el secado del material: la humedad provoca deformación y degradación
- Utilizar la máxima velocidad de inyección sin perfilado
- Ignora el tamaño del cojín: sin cojín no hay paquete
- Sobreembalaje de piezas para solucionar disparos cortos (abordar la causa raíz)
- Cambiar varios parámetros a la vez durante la resolución de problemas
- Funcionamiento sin protección contra el moho a baja presión de cierre
- Descuidar el mantenimiento preventivo de tornillos y anillos de retención
| Fase | % de ciclo | Conductor principal | Cómo reducir |
|---|---|---|---|
| Cierre del molde | 3-5% | Velocidad de sujeción, protección del molde | Optimizar posiciones lentas/rápidas |
| Relleno de inyección | 5-15% | Velocidad de inyección, espesor de pared | Aumentar la velocidad (dentro de los límites) |
| Embalaje | 10-20% | Tiempo de inmovilización de la puerta | Optimización del tamaño de la puerta, estudio del tiempo de retención |
| Refrigeración | 50-70% | Espesor de pared, temperatura del molde | Refrigeración conforme, insertos de cobre berilio, reducción del espesor de pared |
| Abrir molde + expulsar | 5-10% | Longitud de la carrera, velocidad del eyector | Reducir al mínimo la carrera abierta, utilizar válvulas de ventilación |
[tw_im_defects]
Consejos de diseño para el moldeo por inyección

Es posible fabricar desde piezas de plástico moldeadas por inyección sencillas hasta extremadamente complicadas, así como millones de artículos idénticos, gracias a la escalabilidad y uniformidad del proceso. Construcción de herramientas y mantenimiento son caros, y cambiar de herramienta es todo un reto.
Piezas moldeadas por inyección: maximice sus ventajas
- Mantener las paredes uniformes. Asegúrese de que las paredes tienen el mismo grosor en toda la pieza. Las paredes deben tener un grosor medio de 2-3 mm. Los procesos estándar de moldeo por inyección recomiendan un mínimo de 1 mm y un máximo de 4 mm.
- Redondear los bordes afilados. Suavice las transiciones de las paredes siempre que sea posible.
- Borrador. A ángulo de calado puede causar problemas de diseño en su pieza. Añadir un ángulo de desmoldeo a las caras es útil para liberar la pieza de la herramienta, pero también puede causar problemas, sobre todo en las piezas con acabado mate. Se recomienda un ángulo de desmoldeo mínimo de un grado en las superficies de núcleo no texturizadas y de al menos tres grados en las superficies de cavidad texturizadas.
- Si es posible, aléjese de las superficies con corriente de aire nula. En el caso de una zona de tiro cero, debe intentar limitarlo a una parte de la cara, en lugar de a toda la superficie.
- Hazlo sencillo. Intenta evitar el destalonado (formación de un área que no se puede moldear simplemente abriendo y cerrando la herramienta). Cuando lo simple no funciona, los elevadores y las correderas permiten formar rasgos que son destalonados en la dirección de tracción principal. Si es así, deje al menos 2 ó 3 veces la anchura del elemento para permitir que el elevador o la corredera se desplacen.
- Flujo de grueso a fino. El plástico fluirá mejor a través de las piezas si lo hace desde las paredes más gruesas hacia las más finas, comenzando en la entrada (donde el plástico fluye hacia el interior de la pieza para rellenarla).
- Es malo tener fregaderos (densidades en las superficies causadas por secciones más gruesas de plástico que se ralentizan al enfriarse). Es importante seguir estas directrices para minimizar o eliminar la aparición de manchas en las superficies cosméticas:
- Asegúrese de que las superficies estéticas importantes no tengan rejillas, nervaduras, salientes de tornillos, etc. en la parte posterior;
- La altura de las nervaduras no debe ser superior a tres veces el grosor de la pared;
- El grosor de la base de la costilla debe ser de 50-60% del grosor de la pared de conexión.
- Ancle su diseño con puntos de referencia. Para establecer la interfaz y la interacción entre las piezas, se utilizan puntos de referencia (características que sirven como puntos de referencia para las piezas). Cuando una intención de diseño coincide con una estructura de puntos de referencia, un producto puede funcionar correctamente.
- Cuestionar el diseño: eso es bueno. En DFM (diseño para fabricación), el moldeador comunica su comprensión del diseño, especialmente en lo que respecta a la ubicación de los pasadores, la ubicación de las compuertas y las líneas de separación (que podrían afectar a la forma en que interactúan las piezas). Interrogar el diseño mediante informes de inspección.
- Crear prototipos a menudo y en una fase temprana. Las técnicas actuales de creación de prototipos, incluida la impresión en 3D, pueden reducir los costes de material al permitir modelar componentes y/o la pieza completa antes de construir costosas herramientas.
Directrices de diseño de moldeo por inyección
Reglas esenciales para obtener piezas de plástico resistentes y fabricables. Todos los valores se refieren al espesor nominal de la pared T, diámetro del agujero D, o anchura del agujero W.
Geometría
Espesor de pared
Un grosor desigual provoca alabeos y marcas de hundimiento.
Radios de esquina
Reduce la concentración de tensiones y mejora la fluidez del plástico.
Ángulos de calado
Costillas
Agujeros
Añadir resaltes y nervios de unión para reforzar.
Proceso
Selección de materiales
La elección impulsa el grosor de pared y los ángulos de calado necesarios.
Expulsión y separación
Simplifica el diseño del molde y reduce el procesamiento posterior.
Los 6 tipos de moldeo de plástico
El moldeo de plásticos incluye varios procesos de fabricación utilizados para dar forma a los materiales plásticos en productos acabados. Cada método de moldeo es adecuado para diferentes estructuras de producto, volúmenes de producción, materiales y requisitos de costes.
Tabla comparativa: 6 métodos comunes de moldeo de plásticos
| Tipo de moldeo de plástico | Cómo funciona | Lo mejor para | Principales ventajas |
|---|---|---|---|
| Moldeo por inyección | El moldeo por inyección fuerza el plástico fundido en un molde de precisión, se enfría y se endurece hasta alcanzar su forma final. | para piezas de plástico de gran volumen, desde carcasas y conectores hasta componentes de precisión | ofreciendo tiempos de ciclo rápidos, tolerancias ajustadas y una consistencia sólida como una roca en todas las piezas. |
| Moldeo por soplado | El plástico calentado se infla con aire dentro de un molde para darle forma hueca. | Botellas, contenedores, cisternas, envases huecos | Ideal para piezas huecas, productos ligeros, paredes finas |
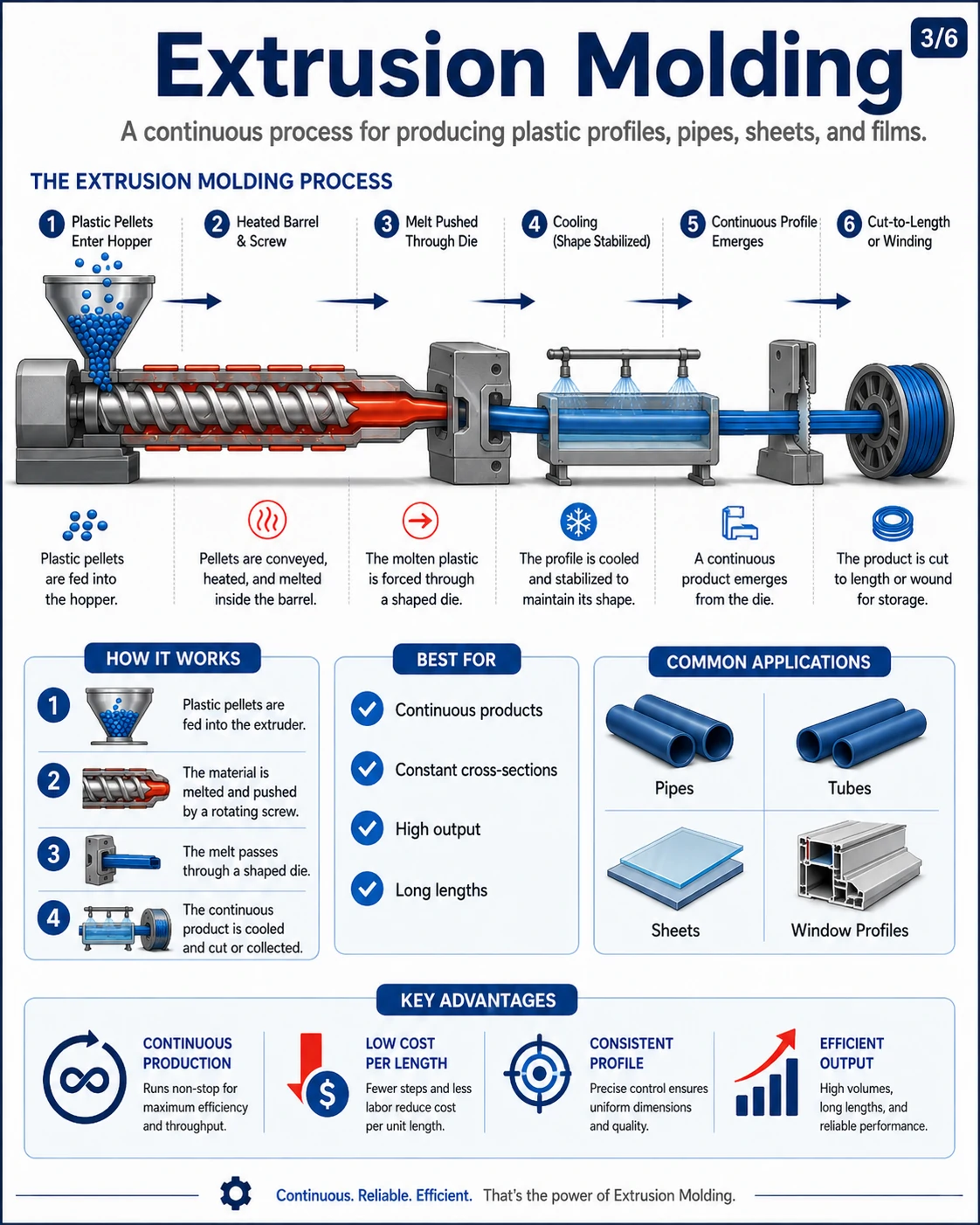
| Moldeo por extrusión | El plástico fundido se empuja a través de una matriz para crear un perfil continuo. | Tubos, planchas, perfiles, láminas | Producción continua, bajo coste por longitud, sección transversal estable |
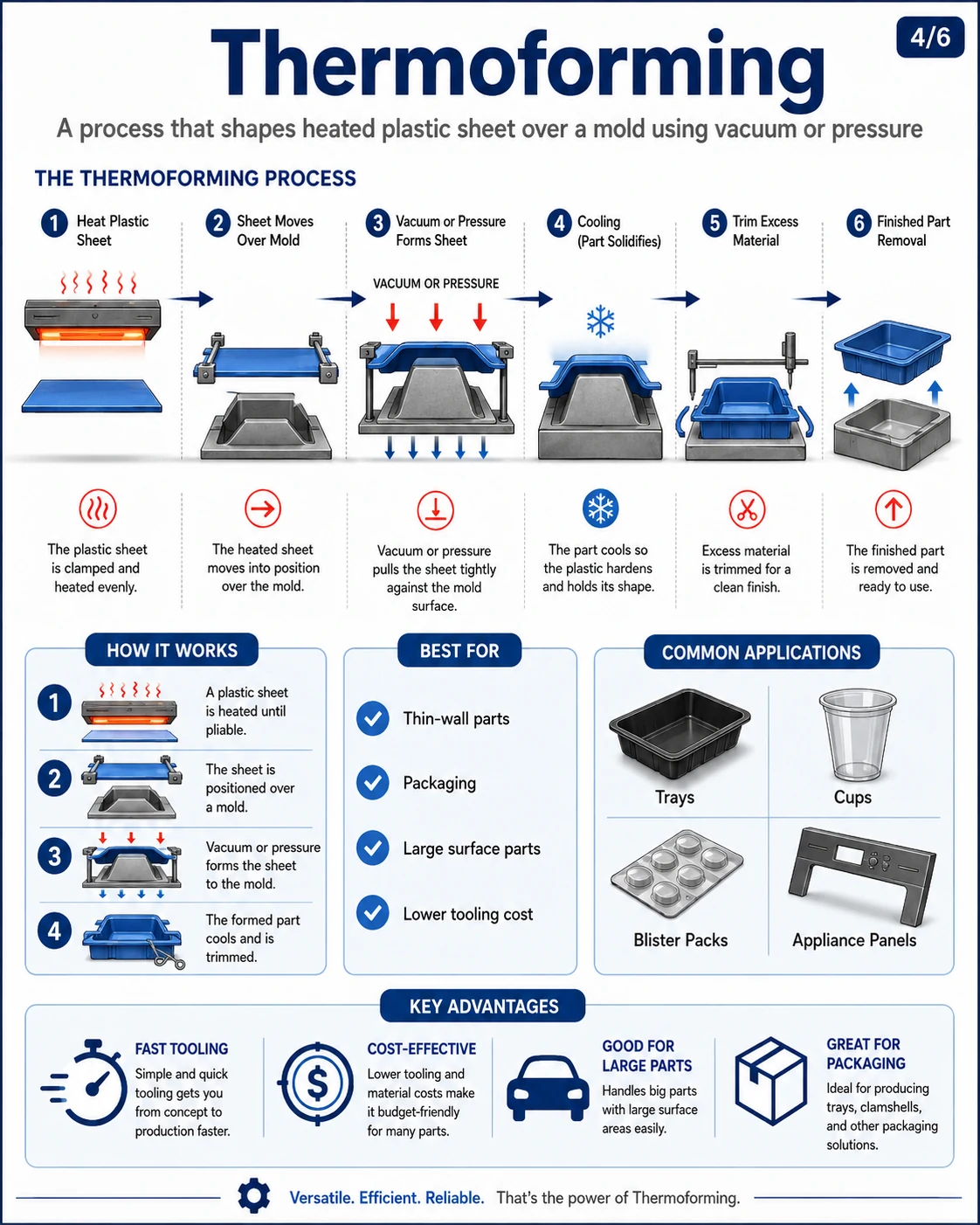
| Termoformado | Se forma una lámina de plástico calentada sobre un molde utilizando vacío o presión. | Bandejas, vasos, envases, paneles, tapas | Bajo coste de utillaje, prototipado rápido, adecuado para piezas grandes y finas |
| Moldeo rotacional | El polvo de plástico se coloca en un molde y se gira mientras se calienta hasta que recubre el interior del molde. | Piezas huecas grandes, depósitos, cubos, juegos infantiles | Bueno para productos huecos grandes, bajo coste de utillaje, espesor de pared uniforme |
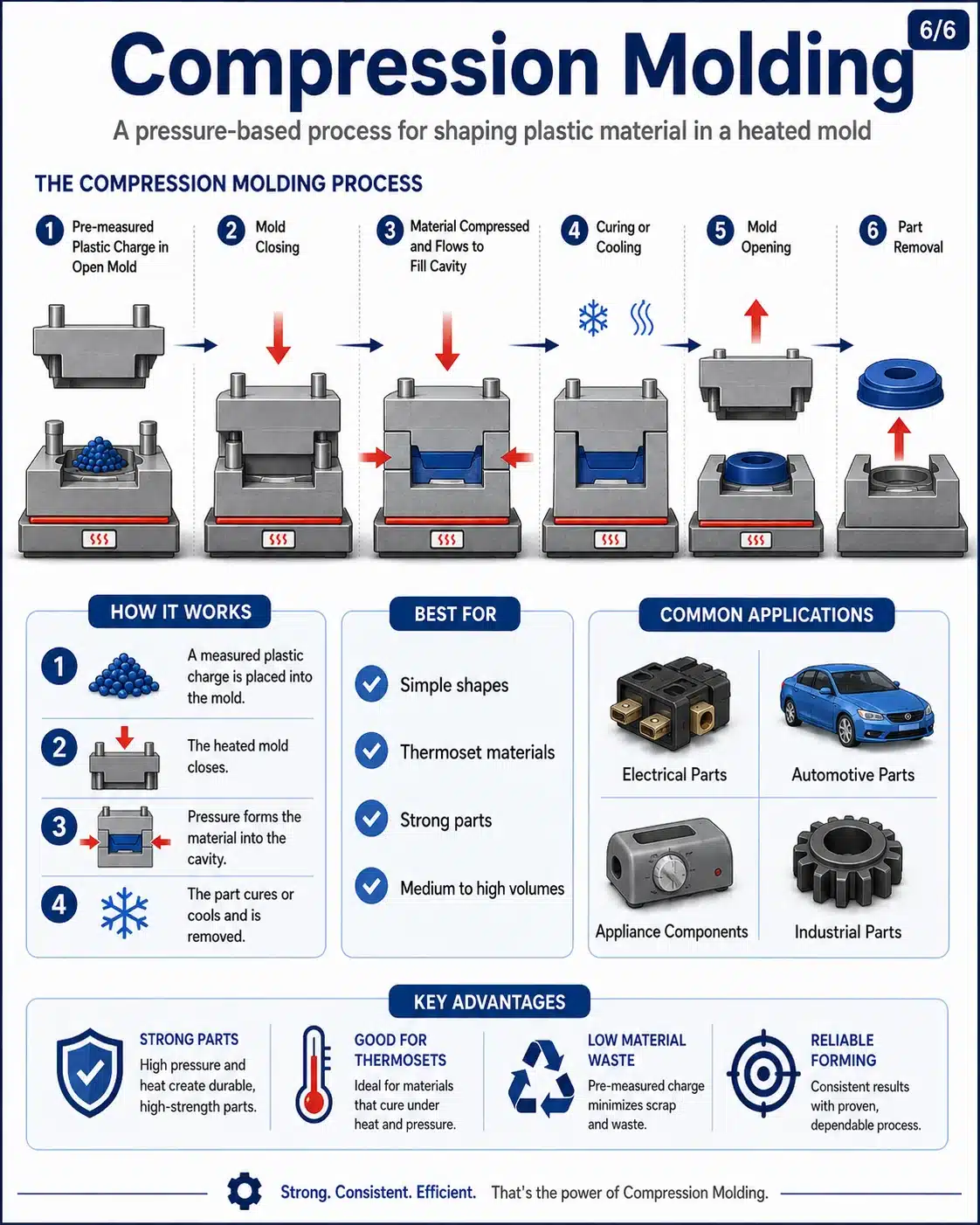
| Moldeo por compresión | El material plástico calentado se coloca en un molde y se prensa a alta presión. | Piezas similares al caucho, piezas termoestables, componentes eléctricos, formas simples | Piezas resistentes, aptas para termoestables, menor desperdicio de material |

Ventajas e inconvenientes del moldeo por inyección de plásticos
| Categoría | Pros (Ventajas) | Contras (desventajas) |
|---|---|---|
| Precisión | Alta precisión y repetibilidad. Capaz de producir geometrías complejas y detalladas. | La alta precisión también implica que los errores de diseño pueden provocar costosos defectos. |
| Velocidad de producción | Tiempo de ciclo muy rápido (unos 15-20 segundos). Ideal para la producción en serie de grandes volúmenes. | La configuración inicial y el diseño del molde pueden llevar semanas o meses. |
| Eficiencia de costes | Bajo coste por unidad en la producción a gran escala. La automatización reduce los costes de mano de obra. | Elevados costes iniciales de moldes, máquinas y utillaje. |
| Requisitos laborales | Mayoritariamente automatizada; se necesitan menos operarios una vez iniciada la producción. | Requiere técnicos cualificados para el diseño, la puesta a punto y el control de calidad de los moldes. |
| Versatilidad | Adecuado para una amplia gama de productos, desde pequeñas piezas electrónicas hasta grandes componentes de automoción. | Limitado por el tamaño de la máquina y las restricciones de material. |
| Sostenibilidad | Mínimo desperdicio de material durante la producción. Algunos plásticos pueden reciclarse y reutilizarse. | Dificultad para reciclar piezas moldeadas complejas o multimaterial. |
| Calidad del producto | Calidad constante en grandes series de producción. | Posibles defectos como alabeos, marcas de hundimiento o rebabas si no se optimiza el proceso. |
| Escalabilidad | Excelente para la fabricación continua y a gran escala. | No es rentable para la producción de pequeños lotes o volúmenes reducidos. |
Topworks combina una gran experiencia en moldeo por inyección con una gestión de proyectos estructurada, para que su próximo proyecto llegue a tiempo, cumpla las especificaciones y se ajuste al presupuesto.¿Listo para obtener un presupuesto exacto?
